Quy trình tiệt khuẩn trong bệnh viện ngày nay đòi hỏi hiệu quả cao hơn nhiều so với trước kia. Nếu như trước đây, yêu cầu chủ yếu là thiết bị đáp ứng tiêu chuẩn kỹ thuật EN 285 và vận hành ổn định, thì hiện nay khách hàng mong muốn một hệ thống “đa năng”, xử lý được mọi loại dụng cụ, với thời gian nhanh, tải trọng lớn, không còn ẩm sau tiệt khuẩn và không phát sinh chi phí quá mức.
Tài liệu “Application Technique Sterilization” trình bày những yếu tố cốt lõi ảnh hưởng đến chất lượng tiệt khuẩn: con người, máy móc – quy trình, vật liệu đóng gói và điều kiện lắp đặt. Đây là các thành phần quan trọng giúp đảm bảo chất lượng tiệt khuẩn ổn định và an toàn cho người bệnh.
1. Các yêu cầu ngày càng tăng đối với quy trình tiệt khuẩn
1.1. Trước đây (Past)
Theo tiêu chuẩn EN 285:1996, máy tiệt khuẩn chỉ cần đáp ứng cấu trúc kỹ thuật và yêu cầu cơ bản từ người sử dụng. Tuy nhiên, hệ thống lúc đó đã nhanh chóng chạm giới hạn về khả năng xử lý.
1.2. Hiện nay (Now)
Theo EN 285:2006, yêu cầu kỹ thuật được siết chặt hơn. Khách hàng kỳ vọng thiết bị:
Xử lý được mọi loại dụng cụ.
Đảm bảo sản phẩm vô khuẩn 100%.
Tối ưu thời gian mỗi mẻ.
Không còn ẩm tồn dư.
Chấp nhận mọi loại bao gói.
Hoạt động với chi phí thấp nhất.
Điều này khiến quy trình tiệt khuẩn trở nên phức tạp hơn và đòi hỏi quản lý chất lượng chặt chẽ.
2. Các yếu tố quyết định một quy trình tiệt khuẩn tốt
Bốn yếu tố chính, bao gồm:
Nhân viên vận hành – quyết định chất lượng thực tế.
Máy móc/quy trình – phải đạt điều kiện kỹ thuật chuẩn.
Bao gói – ảnh hưởng trực tiếp đến khả năng xâm nhập và thoát hơi nước.
Môi trường/lắp đặt – đặc biệt là chất lượng hơi nước và hệ thống bẫy ngưng.
Chỉ khi cả bốn yếu tố cùng đạt chuẩn, quy trình tiệt khuẩn mới đảm bảo chất lượng.
3. Bao gói và ảnh hưởng đến kết quả tiệt khuẩn
3.1. Bao gói cứng (Rigid Packaging)
Theo EN 868 phần 8, container kim loại phải chịu tải thử 10 kg mỗi StU.
Theo EN 868 phần 6, yêu cầu độ ẩm tồn dư:
< 0,2% đối với tải kim loại
< 1,0% đối với tải vải
Kết cấu bao gói, vật liệu chế tạo và khả năng thoát ngưng ảnh hưởng mạnh đến thời gian sấy và độ khô sau tiệt khuẩn.
3.1.1. Đặc tính vật liệu
Các loại container có thể làm từ:
Thép không gỉ
Nhôm
Nhôm kết hợp nắp thép
Nhôm + nắp nhựa
Nhựa
Container nhựa hoặc có thành phần nhựa thường giữ nhiệt lâu, tạo nhiều hơi ngưng hơn so với kim loại.
Với cùng khối lượng, vật liệu nhựa cần năng lượng làm nóng cao gấp 5 lần kim loại, dẫn đến:
Nhiều ngưng tụ hơn
Thời gian sấy dài hơn
Tổng thời gian chu trình kéo dài
3.2. Bao gói mềm (Flexible Packaging)
Gồm:
Giấy các loại (plain, crepe…)
Túi màng (steam, gas, gamma)
Polypropylene 100% hoặc hỗn hợp
Vải dệt, vải không dệt
3.2.1. Đặc tính vật liệu
Các vật liệu đóng gói có khả năng hút ẩm khác nhau:
Cotton và cellulose: thấm hút tốt (kết quả sấy tốt ở mức “++”)
Polypropylene: thấm hút kém (kết quả trung bình đến kém)
Khả năng hút ẩm ảnh hưởng trực tiếp đến độ khô của dụng cụ sau tiệt khuẩn.
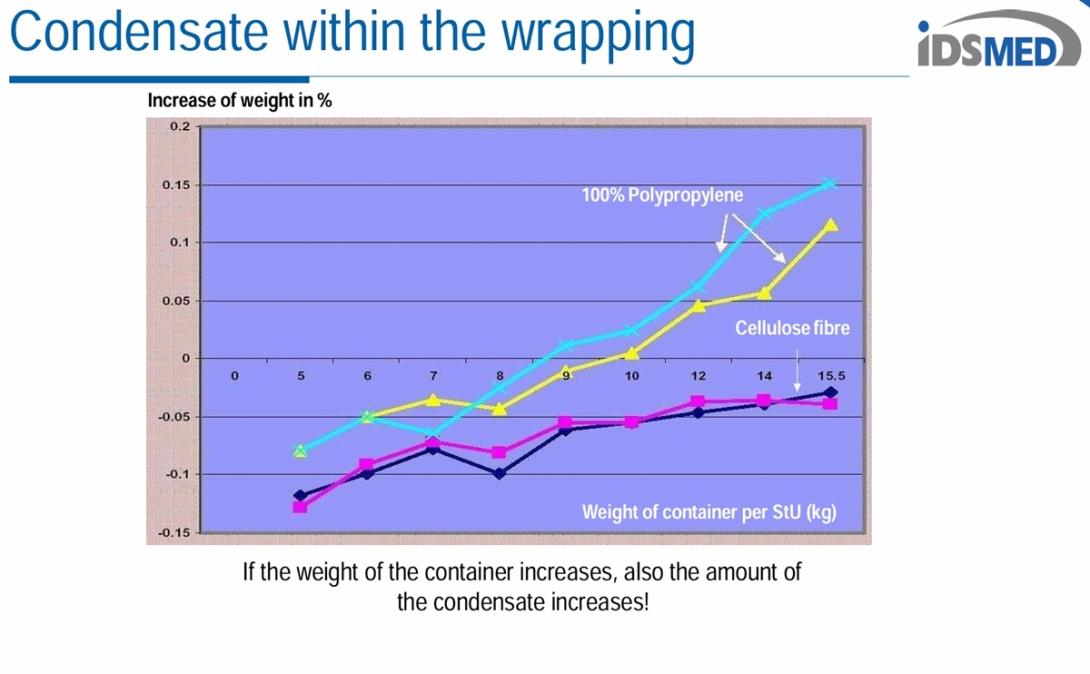
4. Hiện tượng ngưng tụ (condensate) và độ ẩm tồn dư
Khi khối lượng container tăng → lượng ngưng tụ tăng → sấy lâu → thời gian treo kéo dài.
Độ ẩm tồn dư có thể nhìn thấy (giọt nước, đọng nước) hoặc không nhìn thấy (thấm vào vật liệu).
Theo chuẩn EN 285, mức ẩm còn lại tới 28 g vẫn được xem là “theo chuẩn”, nhưng thực tế 28 g = WET (vẫn ướt, không đạt yêu cầu vô khuẩn).
Ý nghĩa thực tế: cần lựa chọn vật liệu và phương án bao gói tối ưu để giảm ẩm.
5. Ví dụ lỗi thường gặp trong sấy và bao gói
Các lỗi điển hình bao gồm:
Container nhồi quá đầy, vượt mức tải khuyến cáo.
Dùng nhiều lớp vải hoặc màng gây cản hơi.
Đặt túi bao gói nằm ngang làm cản dòng hơi.
Bao gói lớn hơn kích thước thực tế, gây gập – đọng nước.
Textile tiếp xúc trực tiếp với thành buồng tiệt khuẩn gây ẩm và làm bẩn.
Những lỗi này khiến độ ẩm tồn dư tăng và ảnh hưởng chất lượng vô khuẩn.
6. Ảnh hưởng của vật liệu bao gói đến kết quả sấy
Bảng đánh giá mức độ sấy:
Cotton và cellulose 1 lớp: rất tốt (++)
Cellulose 2 lớp: tốt (+)
Polypropylene hỗn hợp: từ tốt (+) đến trung bình (O)
Polypropylene 100%: từ trung bình (O) đến kém (-)
Kết luận: vật liệu càng hút ẩm tốt → kết quả sấy càng tốt.
7. Ảnh hưởng của loại container đến kết quả sấy
Các loại container có kết quả khác nhau:
Nhôm + khay kim loại: rất tốt (++)
Nhôm + nắp thép: tốt (+)
Nhôm + nắp nhựa: trung bình (O)
Container nhựa: kém (-/--)
Điều này lý giải vì sao nhiều bệnh viện gặp khó khăn khi sử dụng container nhựa hoặc khay nhựa trong lò hấp hơi nước.
8. Quy trình tiệt khuẩn và điều kiện tối ưu
Chu trình hấp 134°C – 3,5 phút và chu trình dành cho tải nặng (heavy load):
Thời gian sấy > 15 phút
Tải trọng tối đa container theo khuyến cáo nhà sản xuất
Đồ thị chu trình cho thấy các giai đoạn:
Tiền xử lý và rút chân không
Bơm hơi
Giữ nhiệt
Sấy bằng chân không xung
9. Tối ưu hóa độ ẩm tồn dư
Tổng trọng lượng container không vượt quá 14 kg/StU
Mức chất đầy container chỉ đến 3 cm dưới miệng hộp
Giảm tối đa sử dụng khay nhựa
Chọn vật liệu bao gói có khả năng thấm hút tốt
Áp dụng sấy chân không dạng “pulsed-vacuum”, hiệu quả hơn sấy chân không thường
10. Lỗi từ hệ thống – lắp đặt
Hơi quá ướt do không có bẫy ngưng
Công suất nồi hơi không đủ
Bẫy ngưng hoạt động kém (bẫy cơ học tốt hơn bẫy nhiệt)
Điều này cho thấy chất lượng hơi nước là yếu tố cực kỳ quan trọng.
Tài liệu chỉ rõ rằng một quy trình tiệt khuẩn hiệu quả không chỉ phụ thuộc vào máy hấp, mà cần sự phối hợp của:
Nhân viên vận hành được đào tạo đúng.
Thiết bị đạt chuẩn và được bảo trì đúng định kỳ.
Bao gói và vật liệu phù hợp, giảm tối đa ngưng tụ.
Hệ thống hơi – môi trường lắp đặt đạt chuẩn kỹ thuật.
Điều chỉnh phù hợp từng yếu tố giúp:
Giảm độ ẩm tồn dư.
Rút ngắn thời gian sấy và chu trình.
Nâng cao hiệu quả vô khuẩn.
Tăng tuổi thọ dụng cụ và container.
Đảm bảo an toàn tối đa cho người bệnh.
- Đăng nhập để gửi ý kiến